Comment tester objectivement un système audio haut de gamme (partie 1)
Quand on parle de systèmes audio haut de gamme, ce qui vient à l’esprit, c’est une reproduction sonore et une fiabilité incroyables, une expérience sonore ultime. Qu’est-ce que nous aimerions considérer comme acquis ? Que les meilleurs matériaux soient utilisés. Ce que nous ressentons par rapport au son que nous entendons est une question de goût personnel, un jugement subjectif. D’un autre côté, il est nécessaire de créer des tests objectifs qui produisent des résultats fiables, comparables et traçables. Voici comment nous procédons.
Dans cette première partie (sur deux), nous aborderons les possibilités de contrôle qualité (CQ) dans divers processus au sein d’un environnement de fabrication de haut-parleurs :

Haut-parleur Art Déco
Dans la deuxième partie, nous examinerons de plus près les processus d’installation, de réparation et de service :

1) R&D
La phase de R&D constitue le fondement d’un produit de haute qualité. Tout défaut non résolu ou géré à ce stade précoce du développement du produit peut nous revenir et nous mordre à un stade ultérieur.
Nous examinons la chaîne de signal complète. Tout bruit indésirable avant ou à l’intérieur de l’amplificateur sera audible à travers les haut-parleurs. Il est donc essentiel de maintenir le signal propre dès le début de la chaîne de signal.
a) Distortion
À moins que vous ne soyez un guitariste de heavy rock, la distortion est probablement un effet indésirable et est évitée car elle affecte la perception de la qualité sonore. La distortion est principalement le résultat d’un composant, à n’importe quel point de la chaîne de signal, qui atteint une limite supérieure de fonctionnement. Par conséquent, des tests doivent être effectués à proximité de ces limites. La distortion peut être quantifiée en tant que DHT (Distortion Harmonique Totale), ou en tant que valeurs de distortion harmonique individuelles.
Certains amplificateurs à tubes produisent une quantité importante de composantes harmoniques paires (k2, k4, k6). Les défenseurs soutiennent que cela crée un son plus riche et plus agréable.
En savoir plus sur la Distortion ici.
b) Ronflement et bruit
La présence de bruit ou de ronflement peut masquer les nuances du son reproduit. Par conséquent, fournir une conception de circuit à faible bruit est l’une des tâches les plus importantes de la phase de R&D. Le bruit peut être mesuré avec ou sans la présence d’un signal de test. Dans les deux cas, il est important de réaliser que les étages d’amplification amplifient à la fois le signal et le bruit. Le signal doit être beaucoup plus important que le bruit. C’est-à-dire qu’un rapport signal/bruit (SNR) élevé est souhaité.
Lors de l’utilisation de canaux audio analogiques équilibrés, il est important de mesurer le CMRR (taux de réjection en mode commun), car cela définit la capacité d’annuler le bruit ou le ronflement induit par le câble. Le bruit, et en particulier le ronflement, peut également être introduit par l’alimentation électrique du système. Par conséquent, il est recommandé d’effectuer des tests avec différentes conditions et paramètres d’alimentation secteur.
En savoir plus sur les lignes équilibrées ici.
c) Bande passante
La bande passante est mesurée avec une mesure de réponse en fréquence. Le niveau mesuré doit être dans les limites attendues sur toute la bande passante de fréquence spécifiée. Les systèmes audio modernes couvrent des bandes passantes jusqu’aux fréquences ultrasoniques.
d) Linéarité
Toutes les mesures mentionnées ci-dessus peuvent être influencées par l’amplitude du signal d’entrée, ainsi que par la puissance du signal de sortie. Une manière appropriée de vérifier le comportement de ce système est d’exécuter un signal de balayage d’amplitude à l’entrée du système. L’amplitude doit varier de zéro au signal d’entrée maximal autorisé. Le signal de sortie est mesuré avec le niveau et la distortion et doit être dans les limites attendues sur toute la plage du signal d’entrée.
e) Équilibre et séparation des canaux
La conscience spatiale de l’auditeur est basée sur le fait d’avoir plus d’une source sonore, par exemple la stéréo. Par conséquent, il est essentiel que tous les canaux se comportent de manière aussi uniforme que possible. Tous les résultats de mesure mentionnés précédemment doivent être comparés pour tous les canaux du système.
De plus, l’influence d’un canal sur les autres canaux, par exemple causée par une induction électromagnétique ou un couplage capacitif indésirables, doit être vérifiée. Cela se fait avec une mesure de diaphonie.
f) Chemin du signal acoustique
Dans la phase de R&D, le développeur doit traiter à la fois les haut-parleurs et les systèmes de haut-parleurs. Outre les paramètres acoustiques, les paramètres électriques sont intéressants. Cependant, avant que les résultats de mesure puissent être considérés comme fiables, les nouveaux haut-parleurs de graves et de médiums doivent être utilisés pendant un certain temps afin que le matériau de suspension atteigne ses caractéristiques finales.
g) Conditionnement des haut-parleurs de graves et de médiums
Plusieurs procédures de rodage pour les haut-parleurs sont connues. Les signaux de test proposés vont du bruit à la musique. L’expérience pratique chez ART DÉCO ACOUSTICS a montré qu’un signal sinusoïdal à basse fréquence donnait d’excellents résultats. La suspension des haut-parleurs est déplacée de manière très contrôlée et prévisible, sans produire de bruit fort gênant.
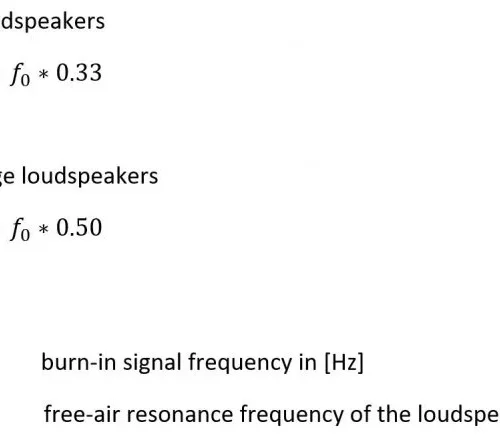
h) Fréquence du signal de rodage
Le signal doit être à une basse fréquence, de sorte que la suspension du haut-parleur soit correctement déplacée. De plus, la fréquence doit être suffisamment éloignée de la fréquence de résonance à l’air libre, de sorte que le générateur puisse contrôler correctement le haut-parleur.
i) Puissance du signal de rodage
La puissance requise pour exciter le haut-parleur à la valeur xmax souhaitée de manière contrôlée peut être calculée avec cette formule
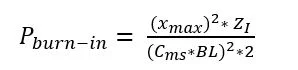
où :
j) Durée du rodage
Le but du processus de rodage est d’atteindre des conditions mécaniques stables et établies. La période de temps requise pour atteindre ces conditions est différente pour chaque modèle de haut-parleur, et doit donc être évaluée individuellement. Une manière pratique de procéder est d’appliquer le signal de rodage et de mesurer les valeurs f_0 (fréquence de résonance à l’air libre) et R_0 (impédance de résonance à l’air libre) initialement, puis toutes les deux heures, jusqu’à ce qu’elles se stabilisent. Pour éviter toute interférence avec le comportement thermique des haut-parleurs, il est conseillé de laisser le haut-parleur refroidir avant d’effectuer les mesures f_0 et R_0.
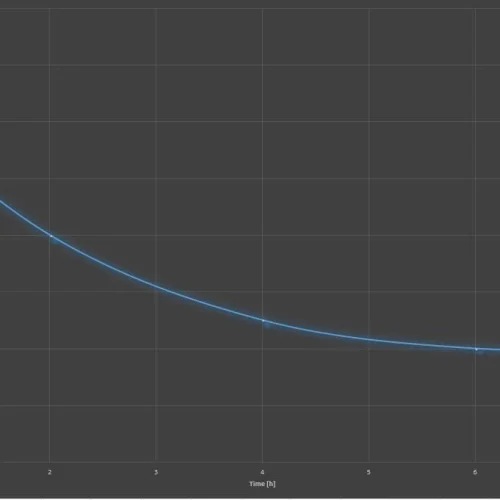
Figure 2. f_0 vs. temps
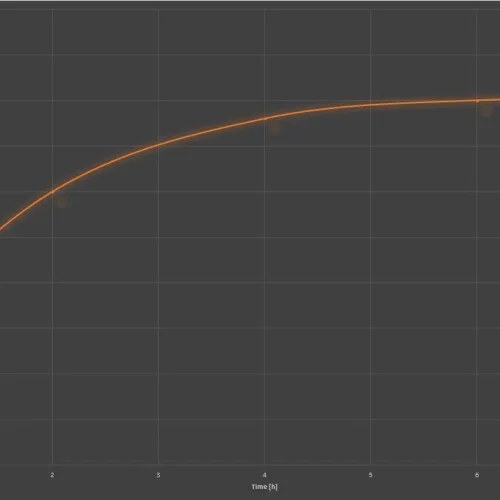
Figure 3. R_0 vs. temps
Selon le modèle de haut-parleur individuel, les temps de rodage typiques sont de 6 à 36 heures pour les haut-parleurs de graves, et de 6 à 24 heures pour les haut-parleurs de médiums.
k) Mesures des haut-parleurs
La phase de R&D nécessite toutes les mesures classiques des haut-parleurs. Les haut-parleurs de graves, de médiums et de hautes fréquences sont évalués individuellement électriquement et acoustiquement. Les paramètres de Thiele/Small des haut-parleurs sont utilisés pour déterminer et optimiser les dimensions du boîtier des haut-parleurs. La performance acoustique du système montre l’interaction de tous les composants individuels. Elle est caractérisée en mesurant la réponse en fréquence, la réponse en distortion et la sensibilité. De plus, la caractéristique directionnelle du système complet peut être mesurée et optimisée dans la phase de R&D.
Toutes les mesures acoustiques doivent être exécutées dans un environnement acoustique défini et reproductible. L’utilisation d’un microphone de mesure calibré est recommandée. La distance et la position du microphone par rapport au haut-parleur doivent être maintenues constantes. En cas d’ondulations de la réponse en fréquence causées par des imperfections de l’environnement de test, un filtre de lissage (par exemple, une bande passante de 1/3 d’octave) peut être appliqué.
2) CQ entrant
a) Composants électriques
Les tests de CQI des composants électriques sont requis lorsque le composant joue un rôle essentiel dans le chemin du signal, et que la marge de manœuvre de la précision spécifiée par rapport à la précision demandée est faible. Très souvent, il s’agit de pièces utilisées dans le réseau de croisement des haut-parleurs, telles que :
Inductance > valeur de l’inducteur, distortion vs. courant, distortion vs. fréquence
Capacité > valeur du condensateur
Selon l’expérience à long terme et la signification, ces tests peuvent être exécutés soit en tant que tests d’échantillon (quelques composants d’un lot livré), soit en tant que test entrant à 100 %.
b) Composants acoustiques
Alors que sur les marchés moins sensibles, un système de haut-parleurs atteindra éventuellement ses caractéristiques finales lors de son utilisation normale, ce n’est pas une option pour les fabricants audio haut de gamme. Par conséquent, une procédure initiale cruciale pour tous les nouveaux haut-parleurs de graves et de médiums entrants est d’effectuer la procédure de rodage comme décrit précédemment.
c) Appariement des haut-parleurs
Les résultats établis du test de rodage peuvent être utilisés pour placer les haut-parleurs dans des groupes avec un comportement similaire. Ceci est important pour utiliser plus d’un haut-parleur du même type dans un seul haut-parleur, ainsi que pour construire des paires de haut-parleurs gauche et droit qui présentent un comportement identique. L’écart accepté de f_0 et R_0 au sein du même groupe dépend du boîtier dans lequel le haut-parleur sera utilisé :
3) CQ de fabrication
a) Test des appareils
À ce stade, les appareils individuels du système audio haut de gamme sont testés par rapport à leurs spécifications.
b) Test final de l’amplificateur
Les appareils d’amplification terminés passent par un ensemble complet de tests, tels que la réponse en fréquence, la puissance de sortie, la réponse en distortion, le taux de réjection du ronflement et du bruit, le taux de séparation des canaux, l’analyse spectrale du bruit, l’équilibre des canaux, la phase inter-canaux, la vitesse de balayage et le CMRR (taux de réjection en mode commun). Cet ensemble de tests est effectué à plusieurs réglages de gain. Le cas échéant, les commandes utilisateur telles que les LED, les commutateurs ou les commandes rotatives sont testées pour leurs performances mécaniques et fonctionnelles.

Assemblage final du fabricant de haut-parleurs
c) Test final du haut-parleur
Les haut-parleurs assemblés finaux sont testés électriquement pour la réponse d’impédance. Une attention particulière est accordée aux fréquences de résonance de l’appareil et aux impédances de résonance. Le test acoustique pour les haut-parleurs assemblés finaux contient la réponse en fréquence, la réponse en distortion, la diversité, la sensibilité et le Rub & Buzz. Ce dernier est particulièrement crucial car même les effets audibles répréhensibles les plus légers ne seraient pas acceptés par le client. Bien que chaque haut-parleur individuel ait déjà été testé pour le Rub & Buzz, cette étape de test révèle tout bruit provenant de problèmes dans l’assemblage mécanique du haut-parleur, tels que des pièces vibrantes ou des fuites d’air dans les cavités scellées. Comme dans toutes les étapes de test acoustique précédentes, il est essentiel d’avoir un dispositif de test qui permette des résultats reproductibles avec une influence minimale du bruit extérieur.
d) Recherche de la limite d’acceptation
Les limites appliquées pour réussir ou échouer une mesure doivent être calculées pour chaque fonction de mesure individuelle. Dans la mesure du possible, les limites absolues évaluées à partir de la fiche technique d’un composant sont préférées. Cependant, certaines fonctions de mesure ne conviennent pas aux limites absolues. C’est souvent le cas pour les mesures acoustiques telles que le Rub & Buzz lorsque soit aucune spécification n’est disponible, soit les conditions acoustiques pendant le test sont différentes de celles utilisées pour la spécification.
Pour ces fonctions de mesure, une ou plusieurs mesures de référence sont prises et superposées avec une marge de manœuvre. La quantité de marge de manœuvre dépend du nombre de références prises et de la variation moyenne autorisée.abrA
e) Test du système
Enfin, les appareils individuels sont assemblés dans la configuration finale du système. Dans cette étape finale, la profondeur du test peut être réduite car les appareils individuels du système sont déjà testés de manière approfondie. L’interaction entre l’amplificateur, le haut-parleur gauche et le haut-parleur droit est testée avec quelques mesures simples de sensibilité acoustique et de réponse en fréquence. À ce stade, il est également approprié d’effectuer un test d’écoute subjectif à une position d’écoute définie, en écoutant du matériel qui est familier à l’auditeur (une chanson préférée).
Continuez votre lecture avec la partie II.