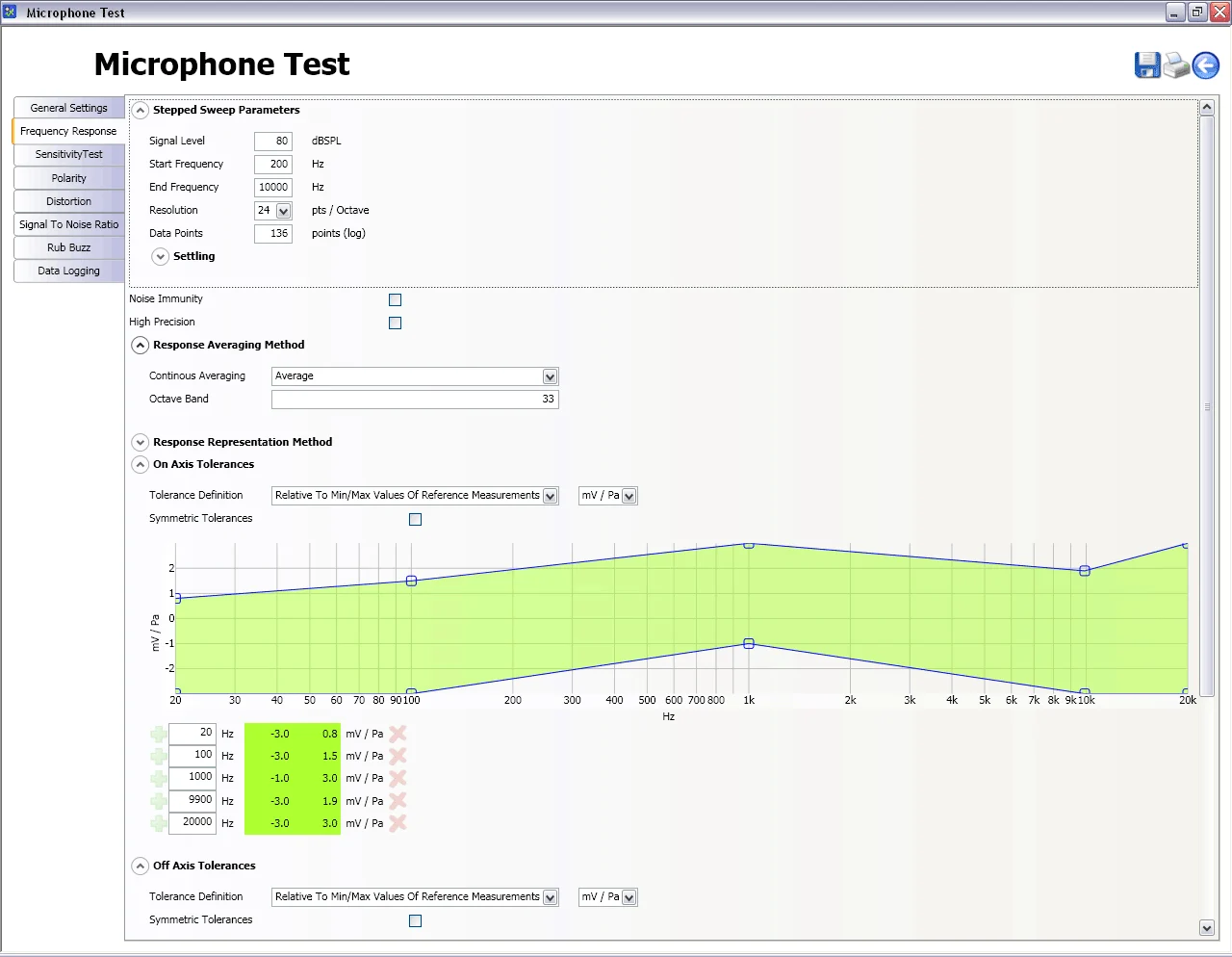
Paramètres et réglages de tolérance flexibles
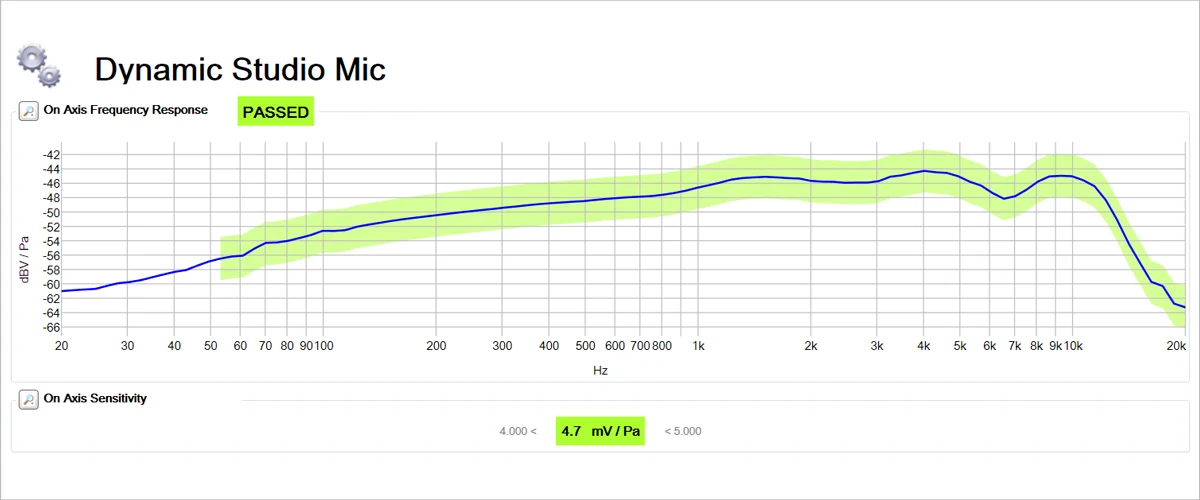
La production de microphones a naturellement un taux d’erreur. Il est important de trier les appareils défectueux à un stade précoce de la production afin d’augmenter le rendement global, de réduire les déchets et d’optimiser la qualité des produits fabriqués. La reproductibilité, l’automatisation, la rapidité et la simplicité sont des éléments importants pour un système de test de microphone moderne et à la pointe de la technologie. L’analyseur audio FX100 offre la solution de test de microphone.
Fonctions de mesure :
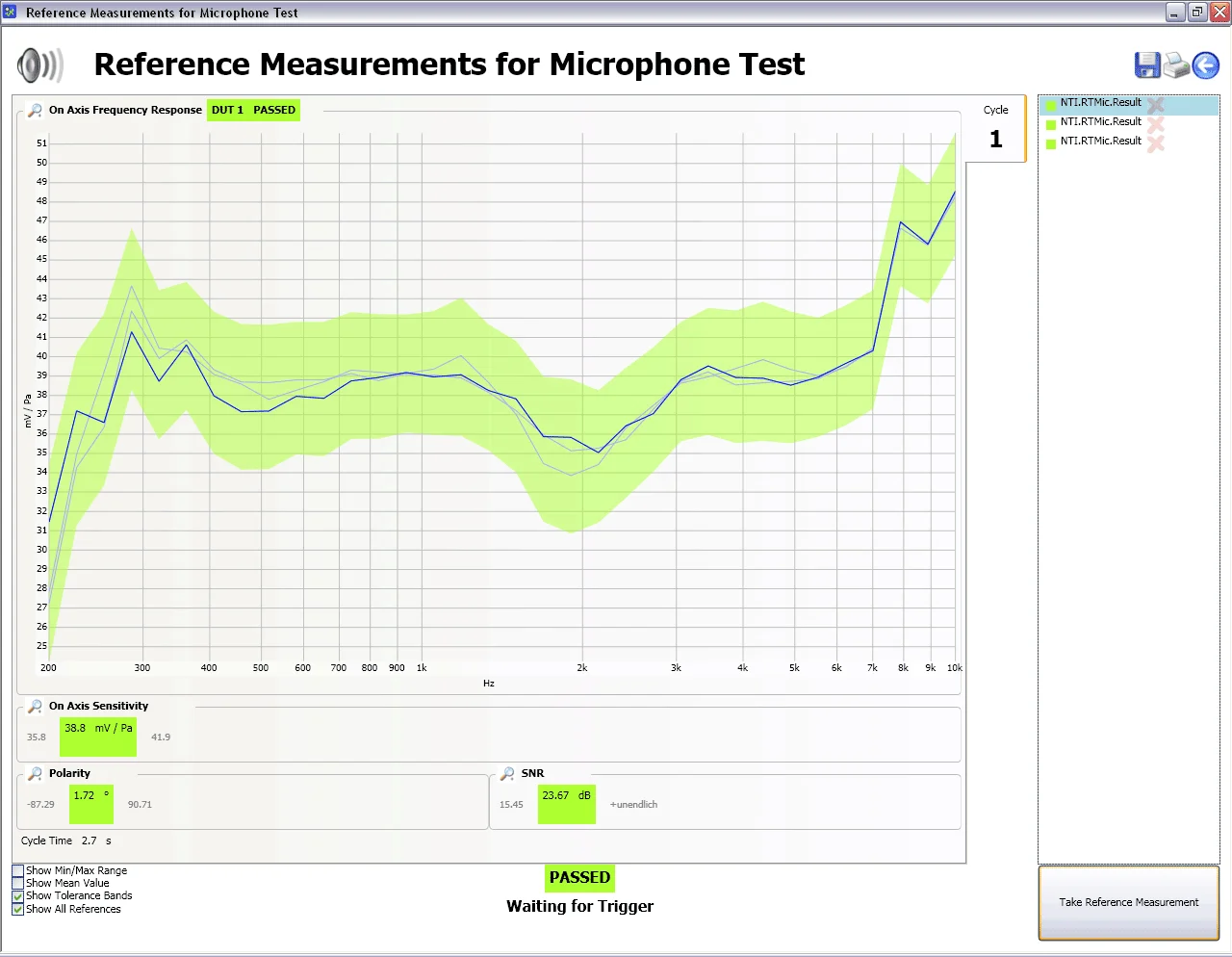
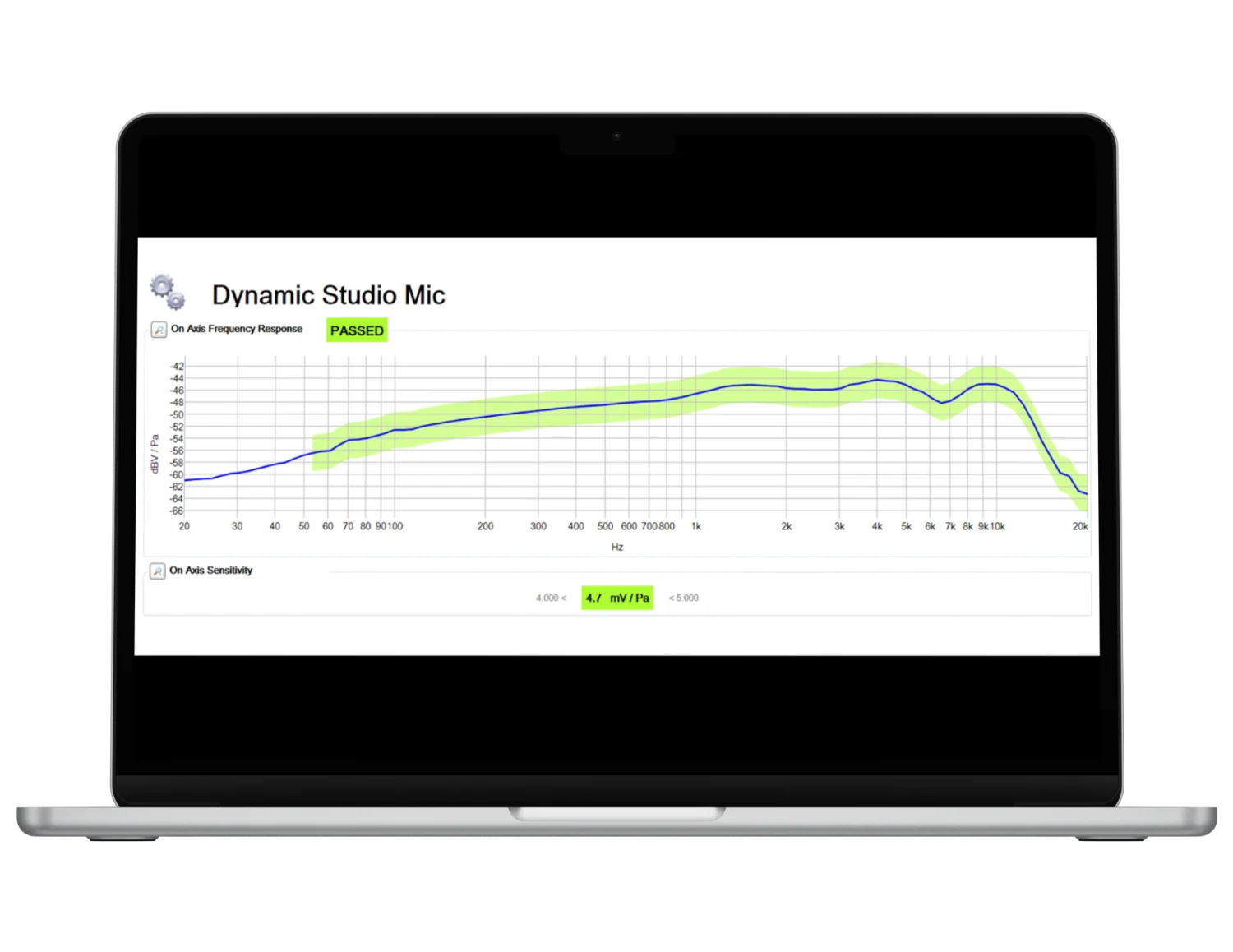
- Réponse en fréquence dans l’axe, hors axe
- Sensibilité
- Distortion
- Rapport signal/bruit S/N
- Détection des imperfections audibles
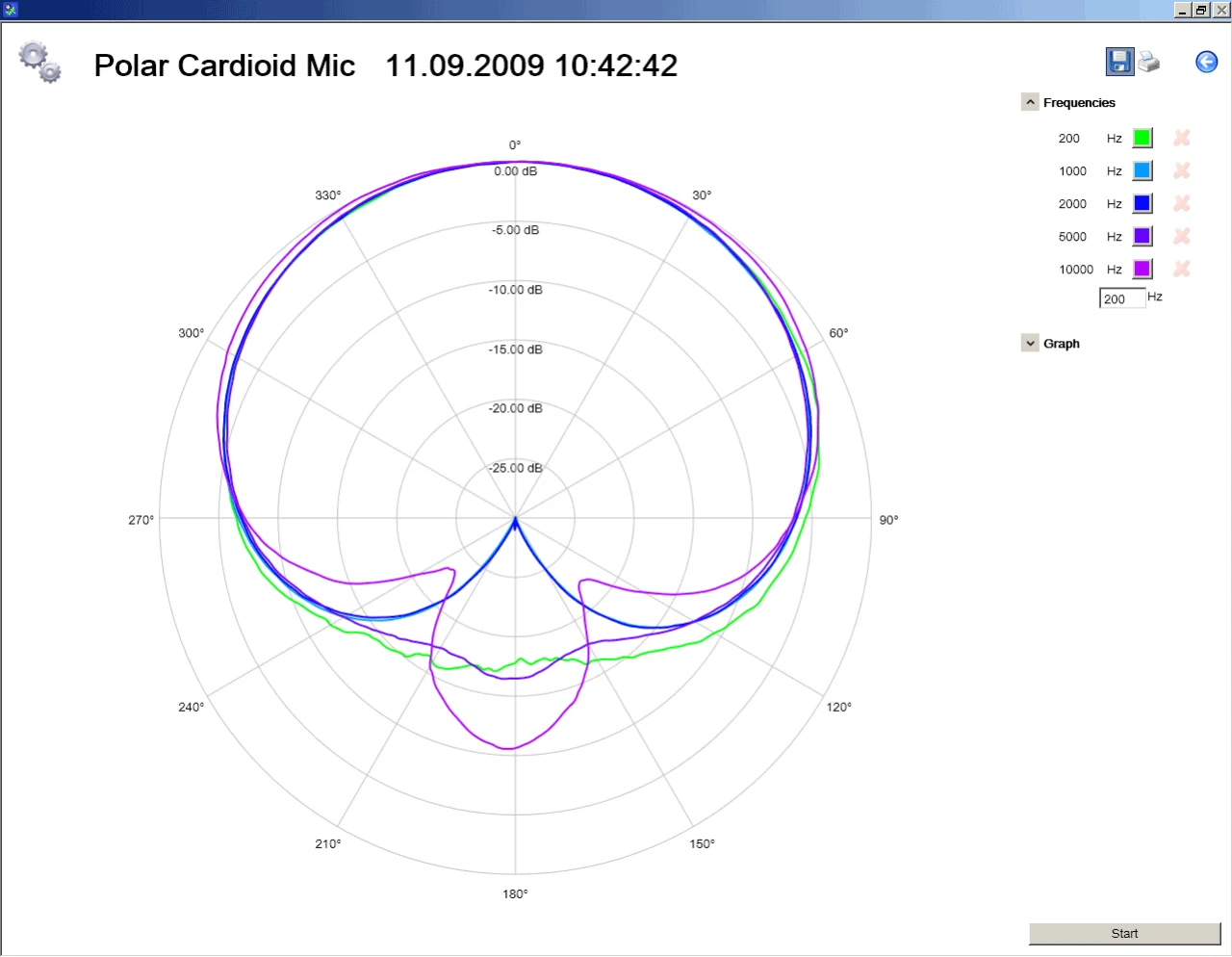
- Directivité, diagramme polaire
- Polarité